Platinenherstellung
zurück zu Elektronik , Homepage
Einleitung
Material und Hilfsmittel
SMD oder bedrahtete Bauteile?
Layouterstellung
Layout ausdrucken
Leiterplattenmaterial
Belichtung der Platine / Belichtungsgerät
Entwickeln
Ätzen
Oberflächenbehandlung / Verzinnen
Bohren
Löten
Versiegeln
andere Verfahren
Mein Workflow
graue Vergangenheit
Einleitung
Ich will niemandem vorschreiben, wie er seine Leiterplatten
herzustellen hat, jeder findet dabei seinen eigenen, optimalen Weg.
Aber im Interesse des Erfahrungsaustauschs folgt nun mein Weg,
einfach, schnell und billig zur gedruckten Schaltung zu kommen.
In einer Fernsehdokumentation zum Thema 'Geldnoten und
Geldnotenfälschung' hörte ich einmal den Satz: "Ziel der
Notenbanken war es, jeden Schritt der Geldherstellung so
kompliziert wie möglich zu machen und damit den Fälschern das
Handwerk zu erschweren." Das erinnerte mich ein wenig an die
manuelle Herstellung von Platinen. Diese Herstellung erfolgt in
einer Reihe von Schritten, und bei keinem der Schritte kann man
sich Nachlässigkeit leisten. Man muss jeden Schritt absolut
sorgfältig ausführen, nur dann wird man am Ende mit einer guten
Platine belohnt.
Ich beschreibe hier oft mehrere Möglichkeiten für jeden
Arbeitsschritt obwohl ich selber einen festen "Workflow" habe. Die
zusätzlich beschriebenen Verfahren sind oftmals für Anfänger
gedacht, deren Werkstattausrüstung noch nicht sehr umfangreich
ist.
Material und Hilfsmittel
Um eine Leiterplatte in guter Qualität herzustellen benötigt man
folgende Ausrüstung:
| Layouterstellung |
- Personalcomputer mit einem einfachen
Vektorzeichenprogramm oder PCB-CAD-Software (z.B. KiCad,
Eagle, Target3001)
- fotofähiger Tintenstrahldrucker (720 dpi oder besser)
und Transparentfolie für Tintenstrahldrucker oder
- Laserdrucker und Pergamentpapier
|
| Zum Belichten |
- Schaumstoff (0,5 cm bis 2 cm dick)
- Glasplatte
- Fotolampe oder anderer UV-Strahler (Höhensonne)
|
| Zum Entwickeln und Ätzen |
- zwei Fotoschalen
- Fotozange
- Entwickler (Natriumhydroxid)
- Ätzmittel (Eisen-III-Chlorid)
- Wasser, Belüftung, Gummihandschuhe
|
| Material/Hilfsmittel/Werkzeug |
- fotobeschichtetes Leiterplattenmaterial
- Tesafilm
- Stoppuhr
- Laubsäge
- schnelldrehende Bohrmaschine
- Bohrer 0,8 mm, 1 mm, 1,5 mm
|
| Zeit |
- Layoutentwurf: je nach Problem
- vom Layoutdruck bis zur fertigen Platine: 1 Stunde bis
2 Stunden
|
SMD oder bedrahtete Bauteile?
Viele Bastler scheuen sich noch vor SMD-Bauteilen. Aus diesem Grunde
habe ich bei den Projekten auf meiner Homepage vor etlichen Jahren
einen Rückschwenk von SMD zu konventionellen Bauteilen gemacht. Das
geschah gegen meine Überzeugung, aber ich wollte die Hemmschwelle
für das Nachbauen meiner Projekte niedrig halten.
Generell bin ich aber ein Fan des gemäßigten SMD-Einsatzes. Da ich
einseitige Leiterplatten bevorzuge (lassen sich leichter fertigen)
meide ich Bauteile, bei denen man mit "haushaltsüblichen Mitteln"
zwischen zwei Pins keine Leiterbahn hindurch ziehen kann. Deshalb
bevorzuge ich bei Schaltkreisen das DIL-Format. Bei Widerständen ist
mein Favorit aber der SMD-Widerstand im 1206-Gehäuse, zwischen
seinen Anschlusspads lässt sich noch eine Leiterbahn verlegen.
Die ausgewogene Mischung aus SMD- und nicht-SMD-Bauteilen bietet
gegenüber der konventioneller Bestückung den Vorteil des kleineren
Platzbedarfs und der drastischen Reduzierung des Bohrens in der
Platine. Trotzdem wird die Platine nicht zu filigran, und die
Herstellung und Bestückung ist kaum komplizierter.
Layouterstellung
Zur Layoutentwicklung benötigt man nicht unbedingt teure
CAD-Software. Der eigene Kopf und ein Standard-Zeichenprogramm
genügen für einen einfachen Entwurf auch.
Natürlich benutze ich normalerweise CAD-Software, um Platinen zu
entwickeln. Für die industrielle Serienproduktion ist das der
einzige Weg, Layoutfehler zu vermeiden und einen standardisierten
Datenaustausch zwischen Entwickler und Produzent zu garantieren.
Bei CAD-Programmen ist KiCad meine erste Wahl. Das ist freie
Software, die auf professionellem Niveau arbeitet und ohne jede
Einschränkungen voll genutzt werden kann. Die Einarbeitung war
zunächst etwas kompliziert, die Lernkurve ist etwas hoch. Ist man
aber erst einmal etwas eingearbeitet, dann geht die Arbeit damit
sogar schneller von der Hand als z.B. mit Eagle.
Gerade in Deutschland hat das kommerzielle Eagle eine
gewisse Bedeutung. Es gibt eine abgespeckte Light Version von
Eagle zum kostenlosen
Download. Die ist auf 100mmx80mm große Platinen (halbes
Europakartenformat) und zwei Leiterbahnebenen beschränkt, was
zum Ausprobieren oder für kleine Projekte schon reicht. Es gibt auch
eine Linux-Version von Eagle. Hier ist ein Tutorial, das den Einsatz von Eagle
an Beispielen dokumentiert. (Danke Dominik) Eagle hat leider
seine Lizenzbedingungen geändert, und versucht ein Mietmodell
anstelle eines Verkaufsmodelles durchzusetzen. Auch wenn such das
auf die kostenlose Light-Version nicht direkt auswirkt, ist doch nun
jedem klar, dass man wohl in einigen Jahren die heute erstellten
Eagle-CAD-Dateien nicht mehr öffnen geschweige denn nutzen werden
kann, ohne dann dafür noch einmal zu zahlen. Deshalb bin auf KiCad
umgeschwenkt.
Vom Ingenieurbüro Friedrich gibt es ein weiteres professionelles
Layout-Entwurfsprogramm Target3001, dessen voll
funktionsfähige Demoversion (Target 3001 discover) auf 250 Pins/Pads
sowie auf 2 Ebenen begrenzt ist, während die Platinengröße keiner
Begrenzung unterliegt. Der Zeitschrift c't lag jedes Jahr eine CD
bei, auf der sich eine freie Target3001-Version befand die auf 400
Pins/Pads beschränkt ist (z.B. c't 11/06). Ob das immer noch so ist,
weiß ich nicht. Wer seine Platinen industriell bei PCB-Pool fertigen lassen will, der kann die PCB-Pool-Edition von
Target 3001 benutzen. Diese hat weder Pin- noch Größenbegrenzung,
erzeugt aber nur Files, die für PCB-Pool benutzt werden können.
Manueller Layoutentwurf
Für den Gelegenheitsbastler, der nur sehr sehr selten Platinen
entwirft, ist der manuellen Layoutentwurf mit einem
einfachen Zeichenprogramm eine sinnvolle Alternative. Warum?
- Die Zeit, die man mit einem großen
Leiterplattenentwurfsprogramm beim Routen (also dem Verlegen der
Leiterbahnen) spart, steckt man in der Schaltungsentwurfsphase
in das Programm hinein. Jedes Bauelement muss mit der
zugehörigen Gehäusebauform eingegeben werden, Gehäuse die dem
Programm unbekannt sind müssen erst mit einem speziellen
Zeichenprogramm entworfen werden.
- Die Grundeinstellung für Leiterbahnbreiten, Lötaugen und
Durchkontaktierungen sind für chemisch durchkontaktierte
Platinen optimiert. Es ist also nicht daran gedacht worden, dass
man als Hobbyelektroniker an einer Durchkontaktierung auch noch
löten muss. Also muss man alle Grundeinstellungen anpassen.
- Routing-Programme sind recht hilflos, wenn man ihnen nur
einseitige Leiterplatten anbietet. Versucht man es mit
zweiseitigen Platinen, so benutzen sie reichlich
Durchkontaktierungen. Das ist der Industrie egal, aber ich
müsste an jeder Durchkontaktierung 2 mal löten. Da kann ich auch
gleich einen Draht ziehen, anstatt eine zweite
Leiterplattenseite zu benutzen.
- Ein Router beachtet nicht, dass Leiterbahnen auf der
Bestückungsseite so an ein Bauelement herangeführt werden
müssen, dass man da auch noch mit dem Lötkolben gut herankommt.
- Ein Profiprogramm denkt oft nicht daran, in der Mitte eines
Bauelementeanschlusses oder einer Durchkontaktierung ein Loch zu
machen. Dafür ist die automatische Bohrmaschine zuständig, die
ein entsprechendes Drill-File bekommt. Ich brauche dieses "Loch"
im Kupfer aber als Führung für meine Handbohrmaschine, die mit
Drill-Files überhaupt nichts anfangen kann.
- CAD-Programme möchten das fertige Layout in einem Dateiformat
ausgeben, mit dem Platinen-Belichtungsgeräte etwas anfangen
können (z.B. Gerber-Format). Eine Ausgabe auf einem normalen
Drucker ist meist nur über Zwischenschritte (z.B. via PS-Format
und Grafikprogramm) möglich.
Solange sich der Bauelementeaufwand also in engen Grenzen hält
spricht nichts gegen die Nutzung des Kopfes und eines
Standard-Vektor-Zeichenprogramms.
Einen Vorteil der "großen" Lösung will ich aber nicht verschweigen.
Mit einem Spezialprogramm wie Eagle, Target3001 oder Orcad kann man
keinen Leiterzug vergessen oder falsch ziehen. Mit der manuellen
Methode passierte mir das schon mal.
 |
Als Zeichenprogramm für einfache Leiterplatten benutze ich
übrigens CorelDraw. Für maßhaltige schwarze Linien,
Kreise und Flächen (also Leiterbahnen) war das aber völlig
ausreichend.
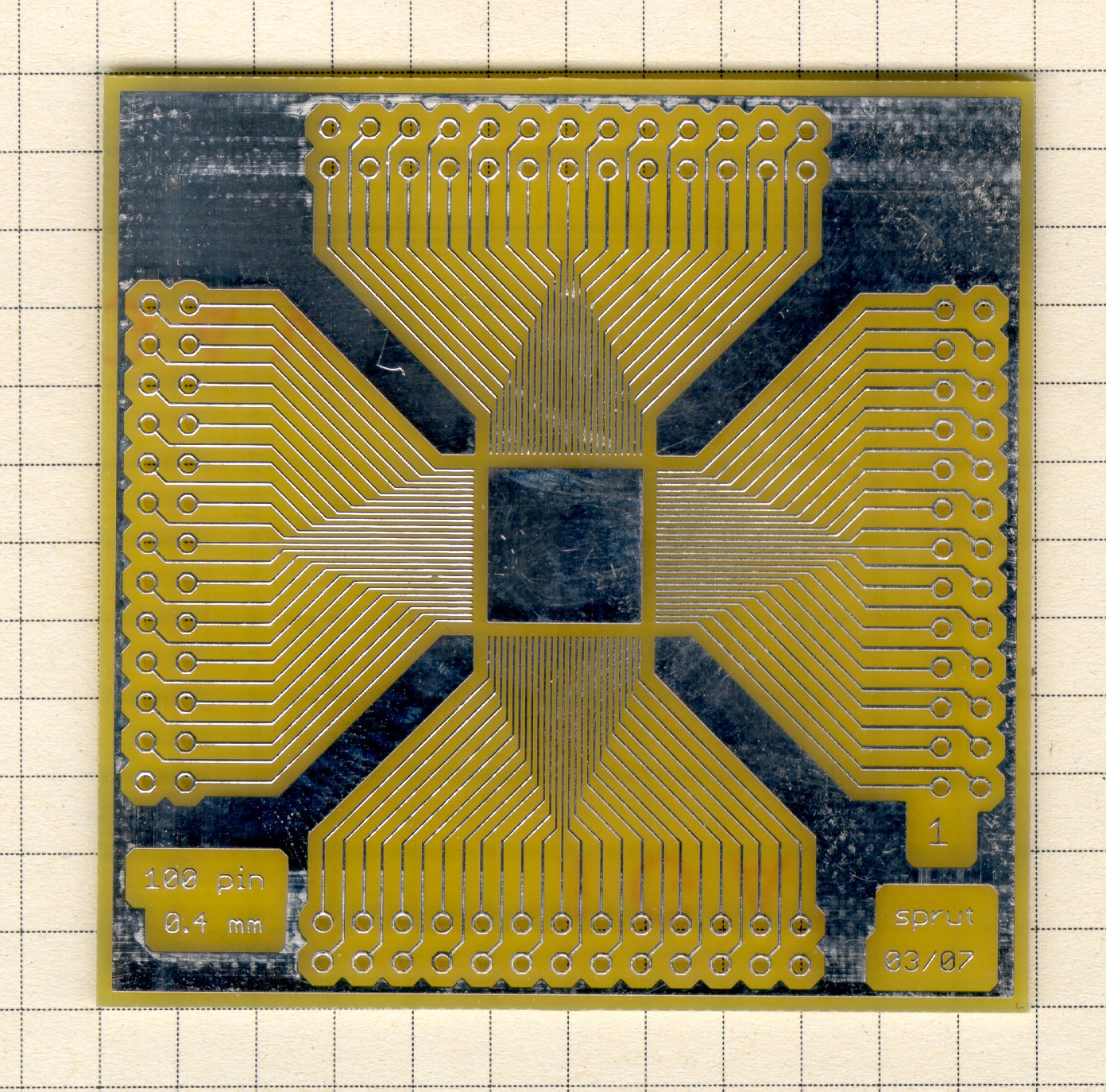
Layouts entwerfe ich positiv (Kupfer = schwarz, kein
Kupfer = nichts = weiß) und in der Ansicht von der
Bestückungsseite her. Dadurch vermeidet man Verwechslungen
bei IC-Pin-Belegungen. Der Entwurf ist damit
spiegelbildlich, was für den folgenden fotochemischen
Prozess ohnehin nötig ist. Man sollte unbedingt etwas Text
(spiegelbildlich!) im Layout vorsehen. Dadurch erkennt man
später auf einen Blick die Vorder- und Rückseite des
Layouts. Wie ich solche CDR-Dateien erstelle sieht
man am linken Bild oder an Beispielen aus der Projekte-Seite.
|
Grundregeln:
- Das Zeichenprogramm auf die Maßeinheit "Inch" umstellen.
Schaltkreisanschlüsse liegen nicht im 2,5 mm-Raster sondern im
1/10-Zoll-Raster (ca. 2,54 mm).
- In den Lötaugen ein Zentrierloch zum Bohren vorsehen.
- Beschriftungen (seitenverkehrt!) nicht vergessen.
- Leere Bereiche mit schwarzen Masse-Flächen auffüllen
(beschleunigt das Ätzen).
- Leiterplattenmaterial gibt es in Standardgrößen zu kaufen
(75x100mm, 160x100 mm), wenn man sich beim Layout schon auf so
eine Größe festlegt, erspart man sich später das Sägen.
CAD-Entwurf
 |
Wenn man sich einmal in ein CAD-Programm eingearbeitet hat
(was eine Weile dauern kann), dann lernt man auch schnell
die Vorteile des computerunterstützten Designs schätzen.
Für komplexere Platinen benutzte ich lange Zeit die Eagle-Freeware,
und beschränke mich auf Platinen bis zu 80mm x 100mm.
(besser 75mm x 100mm) Inzwischen verwende ich KiCad.
Ich verlege alle Leiterbahnen manuell (der Autorouter
scheint mir für einlagige Platinen nicht geeignet zu sein)
und stelle in den Design Rules im Kartenreiter Resting
die äußeren Durchmesser von Pads und Vias auf mindestens
15 mil (besser 20 mil) ein. Dadurch werden die Pads
(Lötaugen) auch mit einem Lötkolben lötbar. (Bei
DIL-Schaltkreisen und Steckverbindungen werden die Lötpads
dadurch aber so groß, dass zwischen ihnen keine
Leiterbahnen mehr hindurch passen. Das kann man aber
später mit Photoshop Elements oder Gimp korrigieren.)
Leiterbahnen legt man möglichst breit aus. Ein Wert 0.04
Inch (1 mm) hat sich als Standard bewährt, für mich ist
das untere Limit eine Breite von 0.012 Inch (0,3 mm). Mann
beachte, dass alle Kupferstrukturen nach dem Ätzen etwas
schmaler ausfallen (Unterätzung). Im Zweifelsfall sollte
man Leiterbahnen etwas breiter und dafür die Lücken etwas
schmaler auslegen.
Beim Drucken des Layouts (nicht auf einem Drucker,
sondern in eine Datei) selektiere ich im CAM-Processor-Job
nur die Layers Bottom, Pads, Vias und
Dimension. Unter Style wird Fill pads
nicht aktiviert. Im Ergebnis erhalte ich Layouts mit
Zentrierlöchern für das Bohren in allen Pads.
Als Ausgabeformat wähle ich PS (Postskript).
Die dann entstandene PS-Datei kann man z.B. mit Photoshop
Elements einlesen.
Beim Einlesen wird es in ein Pixel-Bild gewandelt, die
Auflösung kann man dabei frei wählen. 600 dpi wäre z.B.
ein geeigneter Wert für filigrane Platinen. Es ist sehr
wichtig, beim Einlesen in Photoshop Elements die Option glätten
zu deaktivieren! Ansonsten werden Masseflächen streifig
dargestellt. Nun hat man noch die Möglichkeit, auf
Pixel-Ebene kleinere Korrekturen vorzunehmen, falls das
nötig ist.
Aus Photoshop Elements heraus kann man das Layout dann
auch gleich drucken.
|
Anstelle von Photoshop Elements
kann man auch das freie GIMP benutzen.
Dann muss man allerdings noch Ghostscript
installieren, da Gimp diese Software zur PostScript-Wandlung
verwendet. Unter Linux ist Ghostscript meist standardmäßig
installiert. Unter Windows muss man es nachinstallieren.
Besonders erwähnen möchte ich auch die Software Sprint-Layout.
Das ist ein einfaches Leiterplatten-Zeichenprogramm, das sich ohne
große Einarbeitungszeit intuitiv bedienen lässt. Es beschränkt sich
darauf, alle möglichen Bauteilgehäuse mit ihren Lötpads
bereitzustellen, die auf der Platine in einem sinnvollen Raster
positioniert und mit Leiterbahnen verbunden werden können. Dadurch
fällt das Zeichnen viel einfacher als z.B. mit CorelDraw. Durch den
Verzicht auf einen Schaltplan-Editor, bleibt die Bedienung einfach,
man muss sich aber selber um die Herstellung der richtigen
elektrischen Verbindungen kümmern. Es ist nun mal ein
Zeichenprogramm und kein CAD-Programm.
Von SprintLayout gibt es eine Demo, die leider weder das Speichern
eines Projekts noch das Ausdrucken erlaubt.
Layout ausdrucken
Für die fotochemische Platinenherstellung braucht man einen Ausdruck
des Layouts auf einem transparenten Medium: Transparentpapier oder
Transparentfolie. Welchen Weg man hier wählt, hängt von der eigenen
technischen Ausstattung ab. Prinzipiell eignen sich
Tintenstrahldrucker und Laserdrucker.
Die besten Ausdrucke habe ich mit einem hochauflösendem
Tintenstrahldrucker (meinem uralten Epson Stylus Foto)
auf HP-Transparentfolie (HP Premium Inkjet Transparency Film, HP
C3835A, leider sehr teuer) erhalten. Diese Folie fühlt sich auf
einer Seite rau an. Diese Seite ist zu bedrucken. Die raue
Oberflächenstruktur verhindert das Verlaufen der Tinte. Es ist
unbedingt im Druckertreiber als Druckmedium "Photo Quality Glossy
Film" einzustellen und die höchste Ausdruckqualität auszuwählen,
ansonsten werden die schwarzen Flächen nicht blickdicht. (In der
Einstellung "Ink Jet Transparencies" schaltet der Drucker dagegen
auf 360 dpi herunter, was zu nichtdeckender Tintenauftragung
führt.) Ein Düsentest vor dem Ausdruck vermeidet unangenehme
Überraschungen in Form von horizontalen weißen Linien.
Wer einen anderen Drucker benutzt sollte wenigstens 600 DPI
einstellen können. Keinen Erfolg hatte ich mit einem
Billig-HP-Deskjet, der nur 300 DPI konnte. Der Tintenauftrag war
je nach Treibereinstellung nicht flächendeckend oder mit grüner
Tinte vermischt. (Das mag ja auf Papier sinnvoll sein, aber nicht
bei Belichtungsvorlagen.) Auch ein HP-Deskjet 600 (300 DPI)
brachte nur mäßige Ergebnisse (Beste Ergebnisse in der Einstellung
Spezialpapier, aber nicht blickdicht).
Ein Canon Pixma MP780 (4800x1200 dpi) deckte immer noch etwas
schlechter als mein betagter Epson-Stylus-Photo (720 dpi). Hier
heißt es also mit allen erreichbaren Druckern experimentieren, um
das beste Druckresultat zu erzielen.
(Die alte Tintenstahler-Druckerfolie HP51630S-CX JetSeries Transparency Film ist
übrigens völlig ungeeignet, da hier die Farbe abperlt.)
Tintenstrahlerausdrucke werden nach einigen Jahren verschwommen
und bekommen einen grünlichen Farbstich. Dann sind sie
unbrauchbar. Das sollte beachten, wer ein Archiv der Folien für
spätere Verwendung anlegt.
Wer mit der Transparentfolie keine blickdichten Ausdrucke erzielt
(oder falls die Transparentfolie zu teuer ist), kann alternativ
folgende preiswerte Lösung versuchen. Man druckt auf normalem
Papier für Tintenstrahldrucker mit bestmöglicher
Auflösung. Durch das Aufsaugen/Verlaufen der Tinte ist ein
blickdichter Ausdruck viel einfacher zu erzielen. Der getrocknete
Ausdruck wird dann mit Sonnenblumenöl (man kann
auch Pausklar aus der Spraydose von Conrad verwenden) eingerieben,
wodurch die unbedruckten Stellen für das UV-Licht transparent
werden. (danke Bodo)
Ein Laserdrucker liefert nicht ganz so gute
Ergebnisse wie der Epson-Stylus-Foto, ist aber ausreichend. Dazu
druckt man auf Transparentpapier. Ein Stück dieses dünnen
Transparentpapiers wird dazu mit Tesa-Film auf einem normalen
Blatt Druckerpapier fixiert, ansonsten gibt es Papierstau. Der
Tesa-Film übersteht die heißen Fixierwalzen des Druckers
überraschend gut. Es empfiehlt sich, zunächst einen Probedruck auf
ein normales Blatt Papier anzufertigen, dann in der nötigen Größe
Transparentpapier zuzuschneiden. Dieses Transparentpapierstück
wird dann auf einem neuen Blatt Papier an der Position des
Layout-Probeausdrucks fixiert. Dazu nur einen Streifen Tesa am
oberen Ende des Transparentpapiers benutzen. Das untere Ende des
Transparents bleibt locker (vermeidet Falten). Nun wird das Blatt
noch mal in den Drucker eingeführt und der Ausdruck (nun auf dem
Stück Transparentpapier) wiederholt.
Alle Druckertreibereinstellungen, die das Schwarz noch "schwärzer"
machen sollte man nutzen. Trotzdem wird man ein Ergebnis erhalten,
das etwas Licht durchscheinen lässt. Es empfiehlt sich mit einem
schwarzen Tuschestift nachzuarbeiten.
Der Schwärzungsgrad des Ausdrucks ist offensichtlich stark vom
Fabrikat des Druckers abhängig. Mit HP-Druckern hatte ich eher
schlechte Erfahrungen gemacht. Per Email erhielt ich den Hinweis,
dass ein Brother-Drucker ein brauchbares Ergebnis lieferte. Mein
Test mit einem OKIlaser14ex war ebenfalls zufriedenstellend, aber
nicht perfekt.
Bei Conrad gibt es ein Tonerverdichterspray, mit dem man
die bedruckte Folie einsprühen soll, um das Druckergebnis zu
verbessern. Allerdings erhöht es natürlich nicht die Menge des
aufgetragenen Toners auf der Folie. Mein Test dieses Tonersprays
ergab keine nennenswerte Verbesserung des Druckergebnisses.
Falls das Druckergebnis bei Tintenstrahl oder Laserdrucker
trotz aller Mühe nicht blickdicht wird, kann man das Layout auch
mehrfach drucken, und die Ausdrucke passgenau übereinander legen.
Das funktioniert für einfache Layouts gut. Bei sehr filigranen
Layouts ist das aber nicht einfach, da keine zwei Ausdrucke exakt
deckungsgleich sind. Das ist wohl weniger ein Problem der
Druckermechanik als der bedruckten Blätter. Papier dehnt sich aus
und schrumpft je nach Feuchtigkeit, Folien werden wahrscheinlich
durch die heißen Fixierwalzen des Laserdruckers verzerrt. Mit Öl
getränktes Papier wird mit Sicherheit auch quellen.
Ein weiteres Problem der mehrfach-Layouts ist, das die
Farbschichten der einzelnen Ausdrucke nicht direkt aufeinander
liegen, sondern durch eine Papier- oder Folie-Schicht getrennt
sind. Dort kann sich Streulicht ausbreiten..
Trotzdem liefert diese Technik für nicht allzu filigrane Layouts
gute Ergebnisse.
Mit sogenannter Transferfolie für Laserdrucker habe ich keine so
guten Erfahrungen gemacht. Vielleicht hatte ich da die Tricks noch
nicht so raus, vielleicht verspricht hier auch die Werbung zuviel.
Ich bleibe bei der Fotochemie.
Andere Bastler haben sehr
gute Erfahrung mit der Direkttonermethode gemacht.
Ideal: professionelle
Filmbelichter
Für digitale Röntgengeräte gibt es Belichter, die die
schwarz-weiß-Aufnahmen auf lichtempfindliche Transparentfolie
(also Filmmaterial) belichten und diese entwickeln. Die gleiche
Technik hat natürlich auch jede Leiterplattenfirma. Wenn ein
Anbieter für Privatkunden solche Folien für ein paar Cent
belichten und entwickeln würde, könnte man sich viel Arbeit
ersparen. Bei Papierbildern ist dieser Service schon lange
üblich (auch wenn die Fotolabore dort nicht maßhaltig arbeiten).
Es gibt im Internet tatsächlich einige Anbieter, die genau das für
bastler-freundliche Preise anbieten. Dazu sucht man im Web nach
"Leiterplattenfilm". Typische Kosten sind 7 Euro für eine 20cm x
20 cm große Folie (einschließlich Versandt). Wenn man gleich
mehrere Folien belichten lässt (um Versandkosten zu sparen) sind
die paar Euro eine lohnende Investition, die einem viele Sorgen
und Probleme ersparen kann. Die Qualität solcher Folien
(insbesondere die Blickdichte der schwarzen Bereiche) kann man mit
haushaltsüblichen Druckmethoden nicht annähernd erreichen.
Ein Anbieter, mit dem ich gute Erfahrungen gemacht habe, ist http://www.so-pbdl.de/leiterplattenfilme.htm.
Leiterplattenmaterial
Am stressfreiesten arbeitet man mit schon vom Hersteller
fotobeschichtetem Basismaterial, also mit Leiterplatten auf denen
Fotopositivlack aufgetragen und eine lichtundurchlässige Schutzfolie
aufgeklebt ist. Ich lagere diese Platinen an einem kühlen trockenen
Platz problemlos bis zu einem Jahr.
Es gibt sie in verschiedenen Abmaßen und Ausführungen:
- aus Hartpapier
(undurchsichtig, gelb bis braun, Pertinax, FR1, FR2) oder Glasfasermaterial
(durchscheinend, hellgelb, Epoxyd, FR4, FR5),
- einseitig oder zweiseitig mit Kupfer beschichtet,
- von 0,5 mm bis 1,5 mm Dicke
- mit 35 µm oder 70 µm Kupferdicke.
- 100x60, 100x75, 100x160 ... mm groß
Hartpapier (Pertinax) lässt sich leicht zuschneiden bzw. nach
beidseitigem Anritzen auch einfach auf die gewünschten Maße brechen.
Im Vergleich zu Glasfasermaterial hält aber die Kupferschicht
schlechter. Das fällt vor allem beim mehrmaligen oder zu
heißem Löten auf. Außerdem reißt das Material leicht bei
starken Schlägen, z.B. beim Ankörnen vor dem Bohren. Das Bohren
selbst ist aber wieder leicht, wenn man mit wenig Druck arbeitet. Zu
großer Druck führt zu "kraterförmigen" Ausbrüchen an der
Platinenunterseite.
Glasfaser (Epoxyd) zu sägen und zu bohren ist langwieriger und
materialverschleißend. Trotzdem bevorzuge ich Glasfaser.
Für die meisten Anwendungen reichen einseitige Platinen. Oft kann
eine zweite Platinenseite vermieden werden, wenn man sich nicht
scheut einige Drahtbrücken zu verwenden. Wer extreme
Miniaturisierung betreibt, kann eine zweiseitige Platine
beidseitig mit SMD-Bauteilen bestücken und dadurch viel Platz
sparen. Dabei sind dann auch die Ansprüche an die Passgenauigkeit
der beiden Seiten nicht so hoch.
Dünne Platinen sind preiswerter, können sich aber verbiegen, was
Leiterbahnen und Bauelemente belastet, ich nutze 1,5 mm dickes
Material.Wirklich notwendig ist dünneres Material für
Hochfrequenzanwendungen, bei denen man auf zweiseitige Platinen
Leiterbahnen mit festgelegter Impedanz erstellen muss. Eine
Leiterbahn mit Z=50 Ohm wird bei 1,5mm dickem Material viel zu
breit. hier verwendet man zweiseitiges Material mit 0,8 mm Dicke.
Eine Kupferschichtdicke von 35 µm klingt wenig, ist aber
normalerweise völlig ausreichend. Nur bei Hochstromschaltungen
(Motorregler, Transverter ...) sind Platinen mit 70 µm
Kupferschichtdicke sinnvoll.
Lagerfähigkeit
Fotobeschichtetes Basismaterial sollte kühl und trocken gelagert
werden (z.B.in luftdichter Plastiktüte im Kühlschrank) und ist
etwa 1 Jahr lang verwendbar. Soweit die Theorie. In der Praxis
kann man das Material deutlich länger lagern. Ich habe original
Bungard-Platinen nach 3,5 Jahren, nach 7 Jahren und nach 9,5
Jahren Lagerung getestet. Die Platinen lagen nicht im Kühlschrank,
sondern im Keller an einem trockenen Platz. Auch nach so langer
Lagerung gab es an bei Belichtung und Entwicklung der Platinen
keine Auffälligkeiten. Der Fotolack hatte nicht gelitten.
Allerdings machte der Klebstoff der Schutzfolien Probleme. Beim
Abziehen der Folie vom Lack blieben im Platinenrandbereich
schwarze Kleberrückstände haften. Mit einem Küchentuch, dass ich
mit Feuerzeugbenzin benetzt hatte konnte ich die Kleberreste mit
einem Wisch entfernen. Beim späteren Entwickeln viel dann auf,
dass die abgewischten Randbereiche viel schneller entwickelt
wurden, als der Rest der Platine. Seitdem wische ich nach dem
Abziehend der Folie von überlagerten Platinen zunächst die
Platinenränder ab, um die sichtbaren Kleberreste zu entfernen.
Danach wische ich mit einem neuen Tuch die gesamte Platinenfläche
kurz ab. Dabei verwende ich jeweils nur wenig Feuerzeugbenzin und
wische nur ein mal über die Oberfläche, um den Lack nicht zu
beschädigen.
Die so behandelten
Bungard-Platinen waren voll einsetzbar.
Mit überlagerten Platinen anderer Hersteller habe ich allerdings
deutlich schlechtere Erfahrungen gemacht. Auch bei denen blieben
offensichtlich Reste des Klebers auf dem Fotolack zurück, es war
aber nicht möglich, diese Reste so problemlos zu entfernen.
Ich spreche selten Empfehlungen für bestimmte Markenprodukte aus,
aber Bungard hat mich bisher nie enttäuscht.
Zusammenfassung:
Meine Standardplatine für 95% aller Anwendungen sind einseitig
beschichtete Bungard-Platinen aus Glasfasermaterial (FR4) mit 1,5
mm Dicke.
Belichtung der Platine
Das ausgedruckte Layout muss mit UV-Licht auf den Fotopositivlack
der Platine übertragen werden. Dazu benötigt man entweder ein Belichtungsgerät oder
- eine Lage Schaumstoff (0,5 .. 2 cm dick), die größer als die
Platine ist
- eine (nicht zu dicke) Glasplatte, die größer als die Platine
ist
- eine Lichtquelle mit hohem UV-Anteil
Schaumstoff und Glasplatte haben bei mir die Abmessungen 15 cm x 20
cm. Das reicht für übliche Layouts. Als Lichtquelle verwende ich
eine 250 W Fotolampe (Nitraphot S250W) aus dem Conrad -Katalog
(Best.Nr.52 91 41-xx). So eine 250W-Lampe entwickelt mehr Wärme, als
die meisten Lampenfassungen verkraften. Man sollte hier unbedingt
auf eine Porzellan/Keramik-Lampenfassung zurückgreifen, und im
Zweifelsfall 'häppchenweise' belichten (1 Minute belichten immer im
Wechsel mit 2 Minuten Abkühlzeit).
Eine Glasplatte aus Quarzglas verschluckt weniger UV-Licht als
normales Glas und ist deshalb besser geeignet. Mit normalem Glas
lassen sich aber die gleichen Ergebnisse erreichen - die
Belichtungsdauer ist dann etwas länger.
 |
Die Platine wird zunächst auf das benötigte Maß
zurechtgeschnitten, und dann vom zugeschnittenen Stück die
Schutzfolie entfernt. Da der Lack kaum tageslichtempfindlich
ist, kann das (wenn man schnell arbeitet) bei normaler
Beleuchtung geschehen.
Die Platine wird mit der Fotolackschicht nach oben auf
den Schaumstoff gelegt. Das spiegelbildlich ausgedruckte
Layout wird mit der Druckseite auf die Platine gelegt.
Damit ist das Layout wieder seitenrichtig, und zwischen
Fotolack und Druckerfarbe ist kein Abstand für störendes
Streulicht. Darauf kommt nun die saubere
Glasplatte. Sie hat die Aufgabe, dafür zu sorgen, dass das
Layout plan auf der Platine aufliegt und nicht verrutscht.
|
Für Platinen bis zu ca. 8cm x 8cm kann man auch eine leere CD-Hülle
benutzen. Der runde CD-Halter in der Mitte der Hülle wird
herausgebrochen. Nun legt man in die Hülle eine dünne Lage
Schaumstoff, darauf die Platine und darauf das Layout. Nun schließt
man die CD-Hülle. Hat der Schaumstoff die korrekte Dicke, dann
presst der CD-Hüllen-Deckel das Layout auf die Platine.
Nun folgt der kritischste Abschnitt der Platinenerstellung - die
Belichtung. Kritisch ist dabei die Belichtungszeit. Ich befestige
die Lampe ca. 15 cm über der Platine und belichte dann 6 Minuten.
Das ist des Ergebnis einer Belichtungstestreihe. Diese Zeit hängt
aber von vielen Faktoren ab, und muss deshalb von jedem selbst
ausprobiert werden.
- Der Abstand der Lampe zur Platine ist wichtig. Ein
verdoppelter Abstand viertelt die UV-Strahlung. Deshalb immer
mit dem gleichen Abstand arbeiten, um reproduzierbare Ergebnisse
zu bekommen!
- Die Glasplatte verschluckt einen Teil des UVs. Also immer die
gleiche Glasplatte benutzen.
- Die Layoutvorlage ist je nach Herstellungsverfahren
(Tinte+Folie oder Toner+Transparentpapier) unterschiedlich
UV-transparent.
- Je nach Hersteller, Alter und Lagertemperatur sind die
Platinen unterschiedlich empfindlich.
So können manchmal auch schon 3 Minuten ausreichend sein. Mir ist
aufgefallen, dass no-name-Material eine sehr unterschiedliche
Belichtungszeit aufweist, und auch verschieden empfindlich auf
Entwickler reagiert. Wer die Belichtungsexperimente im Rahmen halten
möchte sollte auf Marken-Platinen (Bungard) zurückgreifen. Die sind
etwas teurer, lassen sich aber immer gleich gut verarbeiten.
Aufgrund der hohen Lichtleistung der Lampe verbietet sich es von
selbst, beim Belichten in die Lampe zu schauen. Das ist auch gut so,
da der hohe UV-Anteil für die Augen schädlich
ist. Also beim Belichten weg schauen, es gibt da sowieso nichts zu
entdecken. Eine moderne Sonnenbrille mit UV-Blocker erhöht die
Sicherheit für die Augen.
Muss es doch mal eine zweiseitige Platine sein,
müssen beide Layouts ausgedruckt und präzise zu einer Tasche
verklebt (Tesa) werden. In diese Tasche wird die Platine zum
Belichten eingelegt, und mit Tesa fixiert. Dann lassen sich
nacheinander beide Seiten belichten.
Wer mit Sonnenblumenöl-Layouts arbeitet, sollte die Platine
vorsichtig abwaschen, falls Öl auf die Platine gekommen ist.
Noch mal zum Abstand zwischen Lampe und Platine:
Die Dichte der UV-Strahlung, die an der Platine ankommt ist extrem
von der Entfernung zur Lampe abhängig (1/quadratisch). Ein
Halbieren des Abstandes vervierfacht die Strahlungsleistung, und
viertelt die nötige Belichtungsdauer. Aus drei Gründen sollte man
aber nicht zu dicht mit der Lampe an die Platine herangehen.:
- Alle Bereiche der Platine sollten etwa gleich belichtet
werden. Ist die Lampe aber zu dicht, dann ist ihr Abstand zur
Platinenmitte viel geringer als der Abstand zum Platinenrand
(besonders bei größeren Platinen). Das Ergebnis ist dann
Überbelichtung in der Platinenmitte oder Unterbelichtung am
Rand. Ein größerer Abstand verringert den
Entfernungsunterschied.
- Die Lampe erzeugt etwa 250 W Hitze, die zu einem großen Teil
abgestrahlt wird. Ist die Platine zu dicht an der Lampe, dann
erwärmt sie sich merklich. Ob das der Chemie zuträglich ist,
wage ich zu bezweifeln.
- Je tiefer die Lampe angebracht ist, desto schräger werden die
Randbereiche der Platine angestrahlt. Damit steigt die Gefahr,
dass UV den Weg zwischen Layoutfolie und Platine findet. Die
Folge wären Unterätzungen. Andererseits kann es auch zu schrägem
Schattenwurf durch die Druckerfarbschicht kommen. Dann "laufen"
eng benachbarte Leiterbahnen zusammen.
Die Industrie und die Semiprofis verwenden Beleuchtungskästen, in
denen Leuchtstofflampen flächig und kalt strahlen. Für viele Zwecke
ist die einfache UV-Lampe jedoch ausreichend.
Zum Ausprobieren kann man auch eine normale 100W-Glühbirne
verwenden. Bei 15 cm Abstand zur Leiterplatte ergeben sich aber
Belichtungszeiten von ca. 30 Minuten.
Ideal ist ein Belichtungsgerät, das
man für über 200 € kaufen kann, oder das man sich aus einem alten Scanner und ein paar
UV-Leuchtstofflampen selber baut.
Entwickeln
Die belichtete Platine muss nun entwickelt werden. In einem
chemischen Prozess werden dabei die belichteten Lackteile aufgelöst
und abgespült. Dazu benötigt man eine Fotoschale und Entwickler. Je
nach verwendetem Entwickler dauert die Entwicklung 10 Sekunden bis
zu 2 Minuten. Ich habe genug Zeit, und benutze
Natriumhydroxid-Lösung (NaOH), die ist gut, billig, und beim
Entwickeln kommt keine Hektik auf. Zum Herstellen der Lösung gibt
man ca. 10 g (1 Messlöffel) Natriumhydroxid-Pulver
(Reichelt-Katalog, 250g für ca. 4 Euro) in 1 Liter Wasser.
Entwicklerlösung hält sich an der Luft nicht lange, und ist auch
schnell erschöpft. Sie aufzuheben lohnt nicht.
Im Entwicklerbad werden die belichteten Stellen des Fotolacks
aufgelöst. Das ist bei vielen Platinen-Fabrikaten (aber nicht bei
allen) zunächst mit einer Violettverfärbung der belichteten Lacks
verbunden. Dieser violette Lack löst sich dann im Entwicklerbad
auf.
Nach 15 .. 20 Sekunden im Entwicklerbad, wird das Layout
sichtbar. Durch bewegen der Fotoschale mit dem Entwicklerbad sorgt
man dafür, dass die Entwicklerflüssigkeit den entwickelten Lack
von der Platine "spült". Nach ca. 1/2 Minute entnehme ich die
Platine aus dem Entwicklerbad und spüle sie unter dem Wasserhahn
ab, dabei tritt das Layout der zukünftigen Leiterplatte hervor.
Allerdings nicht farblich (wie beim Entwickeln von Filmmaterial)
sondern eher plastisch: farbloser Lack auf nacktem Kupfer.
Es ist wichtig, dass aller Lackreste von den belichteten Stellen
entfernt werden. Dazu kann man die Platine unter fließendem Wasser
vorsichtig abreiben (mit den Fingern im Latexhandschuh oder einem
sauberen weichen Lappen). Ein mittelharter Wasserstrahl tut es
aber in der Regel auch. Danach tauche ich die Platine noch mal für
kurze Zeit in das Entwicklerbad, um letzte Reste des belichteten
Lacks zu lösen. Danach wird wieder abgespült und dabei vorsichtig
abgerieben.
Falls nicht aller Lack in den belichteten Bereichen weg ist, dann
lieber noch etwas nachentwickeln. Bis zu 4 Minuten widerstehen die
unbelichteten Abschnitte der Entwicklerlösung meist problemlos.
(bei Tintenstrahldrucker-Layouts)
Sollte das Layout schon sofort nach dem Eintauchen der
belichteten Platine in den Entwickler deutlich sichtbar sein, und
der Entwicklungsprozess schon nach 10 Sekunden abgeschlossen sein,
so ist vermutlich die Belichtungszeit zu lang gewesen. Nun ist
äußerste Sorgfalt geboten um die Platine noch zu retten. Die
unbelichteten Zonen können nun beim Ätzen leicht angegriffen
werden, was sich später in vielen kleinen Löchern in der
Kupferschicht zeigt. Also das Ätzen überwachen, und die Platine
sofort nach dem Ätzen aus dem Ätzbad nehmen.
Anmerkung
Es gibt positive Berichte über den NaOH-freien Entwickler vom Typ
4007 (Conrad 52 88 03-xx). Mit ihm soll es fast unmöglich sein,
eine Platine über-zuentwickeln. Die belichtete Platine darf also
straffrei sehr lange im Entwickler verbleiben, ohne Schaden zu
nehmen. Das ist für eine gleichmäßige Entwicklung der Platine
(besonders bei ungleichmäßiger Belichtung) von großem Vorteil. Ich
werde das mal ausprobieren.
Bungard schreibt seinem NaOH-freien Spezialentwickler ähnliche
Eigenschaften zu (Conrad 52 87 73-xx), und mit diesem Entwickler
hatte ich sehr gute Ergebnisse, allerdings habe ich damals keine
direkten Vergleiche zu NaOH durchgeführt.
Beide NaOH-freien Entwickler kosten für 1 Liter Entwicklerlösung
ca. 1,60€. Das ist der 10-fache Preis von NaOH.
Ätzen
Hinweis
vorab:
Einige Politiker halten anscheinend jeden der sich mit Elektronik
auskennt für einen potentiellen Terroristen, und jede Baugruppe
mit rotem und blauem Draht für eine Bombe. Diese Einstellung ist
für die Zukunft eines Industriestandortes wie Deutschland
hochgefährlich, aber rein populistische Maßnahmen sind ja in der
Politik nichts ungewöhnliches.
Die Firma Conrad weigert
sich das Leiterplattenätzmittel Natriumpersulfat an Privatpersonen
zu liefern. Begründet wird das mit mit einem lapidaren Verweis auf
§ 3 (2) der Chemikalien-Verbotsverordnung. Aus dem Gesetzestext
erschließt sich für mich das Verbot aber nicht. Auf meine
wiederholte Bitte, doch zu erläutern, wie die Firma Conrad aus dem
Gesetzestext auf ein generelles Lieferverbot an Privatpersonen
schließt, ging der Kundendienst leider trotz mehrfacher Nachfrage
nicht inhaltlich ein. Ich bevorzuge bei der Wahl meines
Bauteilelieferanten Firmen, die alles liefern können, was ich
brauche (das vermeidet teure Mehrfachbestellungen bei mehreren
Firmen) sowie auf Kundenfragen inhaltlich eingehen (das fördert
Vertrauen in den Lieferanten). Masochisten werden diese
Einstellung vielleicht nicht teilen.
Bestellt man Natriumpersulfat dagegen bei Reichelt (Reichelt-Katalog:
Ätzmittel 600g, ca. 6 Euro), dann schreibt man einfach in das Feld
für Bemerkungen (beim Bezahlvorgang), dass man das Mittel
bestimmungsgemäß verwenden wird. Dann wird es anstandslos
geliefert.
Es gibt eine Reihe verschiedener Ätzchemikalien. Wer ohne spezialle
Ätzausrüstung ist, und deshalb bei Zimmertemperatur in einer
einfachen Fotoschale ätzen muss, der verwendet am Besten Eisen-II-Chlorid. Deutlich
einfacher ist das Ätzen in einer beheizten und belüfteten
Ätzmaschine. Hier verwendet man Natriumpersilfat
oder Amoniumpersilfat. Einige
Bastler arbeiten auch mit Salzsäure,
aber dazu fehlt mir die praktische Erfahrung.
Eisen-III-Chlorid
Ich ätze nun mit Eisen-III-Chlorid die ungeschützten Kupferbereiche
von der Platine ab. Dazu benötigt man eine zweite Fotoschale sowie
Plastikzangen (aus dem Fotobedarf), um die Platine im Ätzbad zu
fassen.
Eisen-III-Chlorid ist keine konzentrierte Salzsäure, also kann man
es ungefährdet handhaben, wenn man übliche Regeln der Vorsicht
beachtet. Bekommt man etwas auf die Haut genügt normalerweise
sofortiges gründliches Abspülen. Es greift aber Metalle an. Das kann
man gut sehen, wenn man eine dünne Alufolie ins Ätzbad taucht. (Man
gab mir den Tipp, dass selbst Gold und Platin angegriffen werden.
Also den Ehering in Sicherheit bringen, bevor er Flecken bekommt.
Ein weiterer Emailtipp widersprach dem entschieden, wies aber darauf
hin, das Eheringe ja nicht aus purem Gold sondern aus
Legierungen bestehen. Auch wenn das Gold nicht angegriffen wird, so
könnten doch die Legierungsmetalle 'aufgelöst' werden. Wie auch
immer: Ringe ab!) Die beim Ätzen entstehenden Gerüche sollte man
nicht einatmen, also für Belüftung sorgen. Vorsichtig mit der
Kleidung umgehen. Eisen-III-Chlorid gibt gelbe Flecken, die sich nur
schwer entfernen lassen. In der Medizin wird Eisen-III-Chlorid
übrigens als Blutgerinnungsmittel verwendet. Daher kommt die gelbe
Färbung des Mulls.
Das Ätzmittel gibt es preiswert als Pulver oder in Perlenform.
Man löst es in Wasser, bis sich kein Ätzmittel mehr lösen lässt.
Dabei entwickelt sich übrigens Wärme. Man sollte also nicht schon
mit warmem Wasser anfangen.
Nun kann man die Platine für ein paar Sekunden eintauchen, sofort
wieder entnehmen und mit Wasser gründlich abspülen. Man erkennt
nun gut, ob man beim Entwickeln Erfolg hatte. Flächen ohne
schützenden Lack werden matt. Evtl. sollte man nun noch
nachentwickeln, oder überschüssigen Lack einfach abkratzen.
Fehlender Lack lässt sich mit einem ätzfestem Lackstift ersetzen.
Dann wieder ins Ätzbad mit der Platine. Die Ätzzeit hängt stark
von der Temperatur und vom Verbrauchsgrad der Ätzlösung ab. Sie
liegt zwischen 10 Minuten und 1 Stunde. Die Platine sollte
regelmäßig bewegt werden, um frisches Ätzmittel und Sauerstoff zum
Kupfer zu "spülen".
Falls gegen Ende des Ätzvorgangs nur noch einige Kupferflecken
übrig sind, kann man diese außerhalb (besser oberhalb) des
Ätzbades mit einem Wattebausch wegwischen. Der Wattebausch wird
dazu mit Ätzmittel getränkt, und mit einer Fotozange gefasst.
Eisen-III-Chlorid ist sehr ergiebig, und kann deshalb für mehrere
Platinen verwendet werden. Zur Aufbewahrung bitte keine
Lebensmittelflaschen und keine Flaschen mit metallischem
Verschluss verwenden. Am Besten ist eine Glasflasche mit
Glasstopfen. Verbrauchte Ätzlösung ist übrigens Sondermüll und
gehört ins Ökomobil und nicht in den Abfluss!! Das trockene noch
ungelöste pulverförmige oder in Perlenform gepresste
Eisen-III-Chlorid ist stark hygroskopisch. Deshalb muss es
unbedingt in einem luftdichten Behältnis (Glas oder Plastik)
aufbewahrt werden. Ansonsten zieht es im Laufe der Zeit
Luftfeuchtigkeit an, und verwandelt sich in eine ätzende Lösung.
Amoniumpersulfat /
Natriumpersulfat
Es gibt alternative Ätzmittel wie z.B. Amoniumpersulfat oder
Natriumpersulfat. Diese moderneren Mittel sind
umweltfreundlicher und durchsichtig. Man kann den Ätzprozess also
besser beobachten und hat hinterher weniger Sondermüll. Das
Problem mit diesem "Feinätzkristall" ist die
Temperaturabhängigkeit. Unterhalb von 40°C ätzen sie so gut wie
gar nicht, oberhalb von 60°C kristallisiert das Ätzmittel aus.
(Die Kristallisation lässt sich durch Kochen wieder rückgängig
machen.) Man benötigt also ein temperaturgeregeltes Ätzbad (45 ...
50 °C). Hat man das, dann spricht alles dafür von
Eisen-III-Chlorid auf modernere Ätzmittel umzusteigen.
Wenn man die Platine in die Ätzflüssigkeit gibt, werden die
ungeschützten Platinenbereiche sofort matt. Mann erkennt dadurch
eventuelle Mängel im Fotolack (Kratzer oder nicht vollständig
entfernter Lack) schnell. Noch kann man durch übermalen von
Kratzern oder abkratzen von Lackresten korrigieren. Wenn man die
Platine dafür aus dem Ätzbad nimmt, ist sie jedesmal gründlich mit
Wasser abzuspülen.
Während des Ätzens kann man beobachten, das das Kupfer an den
Lackkanten zuerst weggeätzt wird. Große Kupferflächen
benötigen dagegen lange, bis sie vollständig abgeätzt sind.
Deshalb noch mal meine Empfehlung zum Layoutentwurf: Unbenutzte
Platienbereiche sollten als Masseflächen genutzt werden. Dann
müssen sie nicht abgeätzt werden. Man ist mit dem Ätzen schneller
fertig und man spart Ätzmittel.
Sollte auf der halb fertig geätzten Platine das Kupfer "streifig"
stehen bleiben, dann war die Belichtungszeit zu kurz, und es sind
feine Reste des "aufgestrichenen" Fotolacks auf der Platine
zurückgeblieben. In diesem Fall sollte man die halb fertige
Platine wegwerfen und es mit der doppelten Belichtungszeit noch
einmal versuchen.
Die fertig geätzte Platine ist gründlich mit Wasser abzuspülen,
ansonsten arbeiten sich Ätzmittelspuren im Laufe der Zeit durch
die dünnen Leiterzüge und verursachen Monate später rätselhafte
Ausfälle. Der Foto-Lack ist lötbar, und könnte bei einfachen
Projekten auf der Platine verbleiben.Ich empfahle aber, ihn zu
entfernen (siehe unten).
Für die nähere Zukunft plane ich den Bau einer einfachen Ätzmaschine.
In einer Email beschrieb Paul seine Gurkenglasätzmaschine.
Oberflächenbehandlung (optional)
Wer den Fotolack entfernen möchte (z.B. zum Verzinnen oder bei
filigranen SMD-Platinen) kommt mit einem Spirituslappen zum Ziel.
Einfacher ist es aber, die fertige Platine noch mal ein paar Minuten
zu belichten, und dann den restlichen Lack zu entwickeln und
abspülen.
Nun hat man saubere Kupferbahnen, die auf die Dauer aber auch der
Korrosion ausgeliefert sind. Ich empfehle deshalb, die Platine nun
chemisch zu verzinnen. Dafür wird die Platine in eine Flüssigkeit
gelegt, und darin scheidet sich auf dem Kupfer einen dünne
Zinnschicht ab. Diese vereinfacht das anschließende Löten, und
schützt auch vor Korrosion. Wer SMD-Bauteile verwendet, sollte seine
Platine unbedingt verzinnen.
Bungard: SUR-TIN
Ich habe gute Erfahrungen mit der chemische
Verzinnung (SUR-TIN) der Firma Bungard gemacht
die sich leicht verarbeiten lässt. SUR-TIN besteht aus einer
Flüssigkeit (37%ige Schwefelsäure) und zwei Pulvern, die
nacheinander in warmen Wasser (50 Grad) aufgelöst werden.
Insbesondere die vergleichsweise niedrige Wassertemperatur
vereinfacht den Ansatz des Verzinnungsbades wesentlich. Meiner
Nase nach unterscheidet sich die Chemie bei Conrad (siehe unten)
und Bungard nicht wesentlich, aber das
nacheinander-zusammen-Mischen der einzelnen Chemikalien bei
Bungard wird mit einem deutlich besserem Auflösungsverhalten der
Pulver quittiert. Ein Unterschied zur Conrad-Verzinnung ist,
dass der Verzinnungsprozess selbständig stoppt, wenn eine
ausreichende Schichtdicke erreicht ist. Die Verweilzeit der
Platine im Bad ist also nicht kritisch.
SUR-TIN ist meiner Meinung nach auch
für Bastler ein geeignetes Verzinnungsbad.
Da wie gesagt auch die Bungard-Chemie alles andere als harmlos
ist, sind unbedingt die beiliegenden Sicherheits- und
Entsorgungsvorschriften einzuhalten.Eine
einmal angesetzte SUR-TIN-Lösung ist meiner Erfahrung nach ca. 1
Jahr lang uneingeschränkt nutzbar. Danach fällt in der Lösung
eine weißliche Substanz aus, das Verzinnen funktioniert aber
weiterhin - wahrscheinlich aber nicht mehr so effektiv. Ich habe
eine SUR-TIN-Lösung bis zu 3 Jahren genutzt. Dann war es Zeit
für eine frische Lösung.
SUR-TIN ist von allen Verzinnungen, die ich ausprobiert habe,
das mit Abstand beste Produkt. Die Lösung ist
vergleichsweise einfach anzusetzen, verzinnt sehr schnell mit
guter Schichtdicke und hält recht lange.
SUR-TIN ist z.B. bei Watterott (http://www.watterott.com/) für
knapp 16€ erhältlich.
Conrad: Glanzzinn
Bei Conrad gibt es ein weißes Pulver, das Glanzzinn
genannt wird. Das Pulver wird in heißem (ca. 90º) Wasser
aufgelöst, und die zuvor gereinigte Platine (Spirituslappen) für
einige Minuten bei Zimmertemperatur in die Lösung getaucht. (Vorsicht: giftig und ätzend)
Das Auflösen des Pulvers in 90°C-heißem
Wasser ist alles andere als einfach. Man arbeitet hier mit einer
fast kochenden, stark ätzenden, giftigen Lösung, und mir ist es
nur gelungen einen kleinen Teil des Pulvers zur Lösung zu
bringen. Dieser Schritt ist der mit Abstand gefährlichste beim
Herstellen einer Leiterplatte, und ich kann deshalb das
Conrad-Verzinnungsbad nicht ruhigen Gewissens weiterempfehlen.
Ich rate dringend dazu, nicht gleich das gesamte Pulver der
Packung zu verwenden, sondern nur ein Zehntel des Pulvers in einem
entsprechend kleinem Glas zu lösen. Das ist dann weniger
gefährlich, und die kleine Menge reicht auch schon für ein paar
Platinen.
Zehn Jahre nach meinen ersten Conrad-Glanzzinn-Experimenten habe
ich mich noch einmal an diesem Pulver versucht. Das Ergebnis war
eher noch schlechter als bei den ersten Tests. Ich versuchte (aus
Sicherheitsgründen) nur eine Teilmenge des Pulvers in einer
geringeren Wassermenge zu lösen. Wieder gelang das nur teilweise,
obwohl die Temperatur ausreichend hoch war. Nach dem Einlegen der
Platinen in die Lösung tat sich dann fast gar nichts. Erst ein
Verbleib von ca 1 Stunde ergab eine hauchdünne Zinnschicht. Das
war ernüchternd. Ich belasse nun die Platinen über Nacht in der
Lösung, dann ist die Zinnschicht brauchbar. Meine Empfehlung:
Finger weg.
Octamex: chemisch Zinn
Als alternativen Lieferanten kann ich www.octamex.de
nennen. Dort wird unter dem Namen "chemisch Zinn" eine chemische
Verzinnung verkauft, die dem SUR-TIN "sehr nahe kommt". Die
Packungsgröße reicht hier für 1 Liter, und der Preis liegt bei
9,30 Euro. Es wird problemlos an Privatpersonen geliefert.
(Nachdem man einer Erklärung zustimmt, nach der man weder
Giftgas-Ali noch Bomben-Tom oder Dynamit-Harry ist.) Die
octamex-Verzinnung ist nach dem Ansetzen innerhalb von maximal 6
Monaten zu verbrauchen, danach hat es keine Wirkung mehr. Andere
Verzinnungen lassen sich deutlich länger lagern.
Davon mal abgesehen ist diese Verzinnung einfach anzusetzen und
erbringt ein gutes Verzinnungsergebnis. Eine Verweilzeit der
Platine von wenigen Minuten in der Lösung ergibt eine gute
Beschichtung.
hw-electronics:
Chemisches Zinn
Eine weitere Quelle für chemische Verzinnung mailte mir
Matthias. Die Firma Der http://www.hw-electronics.de/
(unter Artikel>> Verbrauchsmaterial >> Chemisches
Zinn) bietet für ca. 15 Euro ein bereits fertige Lösung zum
Verzinnen an. Hier muss man also nichts mehr zusammenmixen. Das
klingt nach einer anwenderfreundlichen Lösung. Ich habe sie aber
noch nicht getestet.
Bohren
Zum Schluss wird nun noch gebohrt. Dabei dreht sich alles um eine hohe
Bohrerdrehzahl, und um verkantungsfreies Bohren. Die meisten
Löcher werden mit 0,8 mm gebohrt. Wer sich freihändig mit einem
Akkuschrauber oder einer großen, netzbetriebenen Bohrmaschine
versucht, bricht zwangsläufig die Bohrer serienweise ab.
Ideal wäre eine hochtourige (20000 UPM) Ständerbohrmaschine mit
feinfühliger Ständermechanik, die es erlaubt mit kleinem Druck auf
die Platine zu bohren. (z.B. Proxon Feinbohrschleifer mit kleinem
Bohrständer für zusammen ca. 100 Euro) Die hatte ich aber lange Zeit
nicht. Eine brauchbare Alternative ist eine kleine hochtourige
"Bastelbohrmaschine" für 10,- Euro, die mit Gleichstrom (15-20 V)
versorgt werden muss. Sie dreht schnell genug und ist so leicht,
dass man das Verkanten (und das dann folgende Bohrerabbrechen)
vermeiden kann. Beim Bohren dann keine Gewalt anwenden, sondern mit
kleinem Druck bei höchstmöglicher Drehzahl arbeiten.
Wer Glasfaserplatinen bohrt, verschleißt übrigens pro Platine
einen Standard-Bohrer. Schon nach ca. 100 Löchern wird ein
Standardbohrer stumpf.
Mit Titannitrit beschichtete Bohrer (die goldfarbenen) kosten
etwas mehr und sollen etwas länger halten. Ich habe sie aber nie
für Platinen verwendet.
Außer den normalen Standardbohrern (ca. 0,30 Euro/Stk) gibt es
Spezialbohrer mit einem auf 3,2 mm verdicktem Schaft zu einem
Vielfachen des Preises (ca. 5 Euro/Stk; 2,40 bei Reichelt). Diese
liefern hervorragende Ergebnisse (die Bohrlöcher sehen aus wie
gestanzt) und halten auch viel länger. Allerdings brechen sie bei
seitlicher Belastung, bei zu geringer Drehzahl und wenn man sie
versehentlich fallen lässt sehr schnell ab, da sie im Vergleich zu
Standardbohrern viel spröder sind. Ihr Einsatz lohnt
ausschließlich in einer kleinen Ständerbohrmaschine mit >10000
upm. Dann liefern sie aber exzellente Ergebnisse.
(Ich habe einmal 3 Stück innerhalb von 5 Minuten abgebrochen. Erst
nachdem ich schon beim ersten Loch nacheinander 2 Bohrer
abgebrochen hatte, bemerkte ich die viel zu geringe Drehzahl von
5000 upm. Nach der Erhöhung auf 20000 upm bohrte ich einige
wunderschöne Löcher. Beim anschließenden Bohrerwechsel fiel der
dritte Bohrer dann auf den gefliesten Fußboden - exitus. Von den
so geopferten 15 Euro hätte ich 50 Standardbohrer kaufen können.)
Bestücken der Platine
Wer nicht löten kann ist auf dieser Seite eigentlich falsch. Er
sollte erst mal an einem billigen kleinen Fertigbausatz üben.
Trotzdem ein paar Grundregeln.
Vorbereitung:
Zum Beginn des Lötens sollte Bauelement und die Leiterplatte frei
von Oxydschichten sein. Ist die Leiterplatte wie oben
vorbereitet, ist die schon mal o.k.. Bedrahtete Bauelemente liegen
manchmal jahrelang beim Händler oder Bastler im Regal. Ihre
Anschlussdrähte sollten kurz vor dem Löten mit sehr feinem
Sandpapier leicht abgerieben werden.
Flussmittel:
Grundsätzlich sollte man nur mit einem Flussmittel löten.
Fast alle Lötzinn-Sorten enthalten deshalb eine Kolophoniumader.
Zusätzlich kann man in Spiritus gelöstes Kolophonium auf die
Lötstelle auftragen. Ist der Lötkolben zu heiß, "verbrennt" das
Kolophonium zu einer schwarzen Kruste und wirkt nicht mehr.
Praktisch sind Flussmittelstifte. Das sind mit Flussmittel
gefüllte Filzstifte, die z.B. bei Reichelt unter 10 Euro kosten.
Man sollte darauf achten eine "No-Clean" Version zu kaufen. Das in
diesen Stiften verwendete Flussmittel hinterlässt beim Löten auf
der Platine kaum Rückstände. Dadurch minimiert sich der
abschließende Reinigungsaufwand.
Lötzinn:
Es gibt das klassische Lötzinn mit Blei und bleifreies Lötzinn.
Bleifreies Lötzinn verkompliziert den Lötprozess. Man sollte
deshalb bleihaltiges Lötzinn verwenden, solange man noch welches
bekommt. Der Anteil an der Blei-Umweltverschmutzung, den die
Elektronikbastler zu verantworten haben, ist vernachlässigbar
klein.
Für filigrane Lötstellen empfiehlt sich eine sehr dünner
Lötzinndraht mit maximal 0,5mm Durchmesser. Dadurch kann man die
Lötzinnmenge an der Lötstelle genau dosieren. So dünner Lötdraht
enthält oft kein Flussmittel, die Lötstelle muss deshalb vorab
z.B. mit einem Flussmittelstift benetzt werden.
Für größere Lötstellen kann man dickeren Lötdraht mit enthaltener
Flussmittelader verwenden.
Löten:
Der häufigste Fehler ist das zu kurze Erhitzen der
Lötstelle. Dadurch wird nicht richtig gelötet, sondern nur
zusammengepappt. Man sollte in aller Ruhe abwarten, bis das
Lötzinn schön an der Lötstelle läuft und die Platine und den
Bauelementeanschluss "benetzt" hat (ca. 2-3 Sekunden). Ansonsten
hat man an seinen Lötstellen keine dauerhafte Freude. Bauelemente
sind bei weitem nicht so hitzeempfindlich wie man denkt.
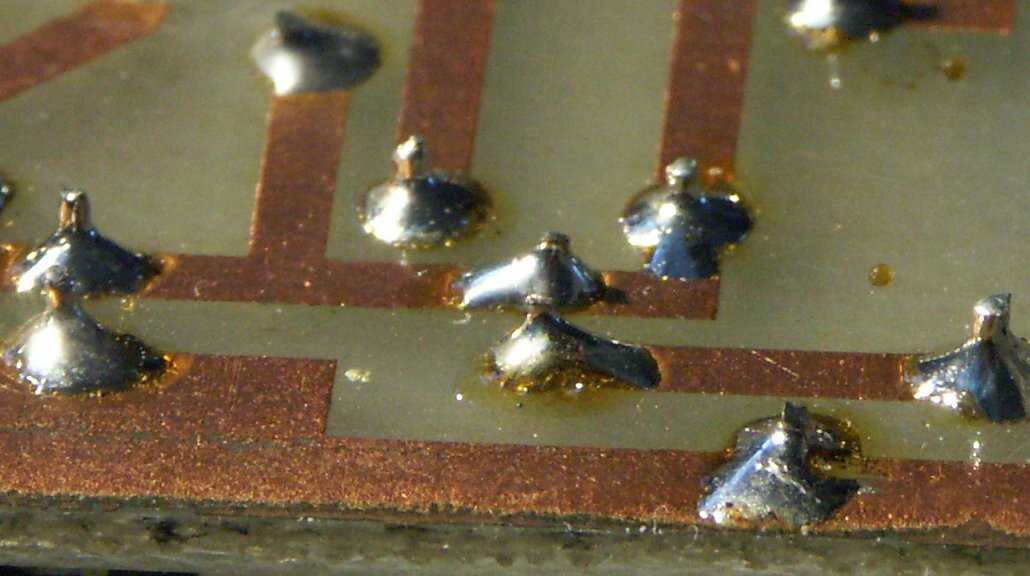
Dieses Foto zeigt typische
Anfängerlötstellen: zuviel Lötzinn, zuwenig Flussmittel, zu
wenig Hitze.
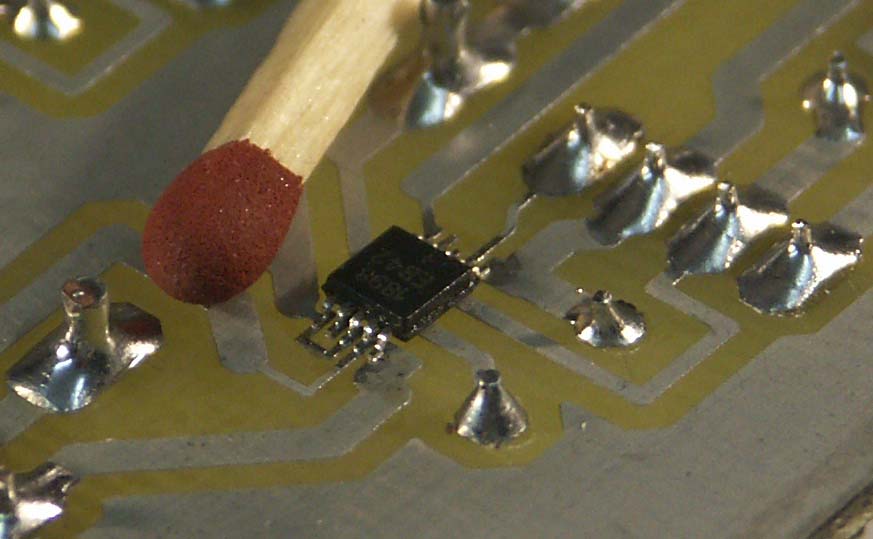
Dieses Foto zeigt recht normale Lötstellen:
weniger Lötzinn, reichlich Flussmittel, ausreichend Hitze.
Die Lötkolbenspitze muss sauber und mit flüssigem Zinn
überzogen sein. Ansonsten ist der Wärmekontakt zur Lötstelle
schlecht, und die Lötstelle erhitzt sich nur sehr langsam.
Verzunderungsfreie Dauerlötspitzen sind ihr Geld wert. Lötspitzen
mit dünner kegelförmiger Spitze (nadelförmig oder bleistiftförmig)
sind nicht die erste Wahl, da ihre kleine Kontaktfläche zur
Lötstelle eine gute Erwärmung der selbigen schwierig macht. Besser
sind "meißelförmige" Lötspitzen, die an der Spitze 1,5 .. 2 mm
breit sind.
Vielbeinige Schaltkreise sollte man von den mittleren zu den
äußeren Beinchen hin löten, und Pausen einlegen, damit der IC sich
nicht zu sehr aufheizt.
SMD
SMD-Bauelemente sollte man nur auf vorher dünn verzinnte Flächen
auflöten. Zum SMD-Löten gibt es verschiedene Technologien. Zum
einen kann man durchaus mit einem normalen Lötkolben und
Lötzinn-Draht arbeiten. Besser geht es allerdings mit einem
Heißluftlötkolben und Lötpaste. Man kann sich auch einen
Reflowofen bauen.
Lötkolben
Für die kleinen SMD-Bauteile ist eine feine Lötkolbenspitze
Pflicht. Der Lötkolben sollte niemals auf das Bauelement gesetzt
werden, sondern von der Seite den Anschluss erhitzen. Bei SMDs
sollte sparsam mit Lötzinn umgegangen werden.
Versehentliche Lötzinnbrücken lassen sich leichter
entfernen, wenn man sie mit reichlich Flussmittel wiedererhitzt.
Gleichzeitig kann man überflüssiges Zinn mit Entlötlitze
(feinadrige mit Kolophonium getränkte Kupferlitze) entfernen. Dazu
legt man die Entlötlitze auf die Lötstelle, und setzt dann den
Lötkolben auf die Entlötlitze, um die Lötstelle durch die
Entlötlitze hindurch zu erhitzen. Auf diese Art und Weise lassen
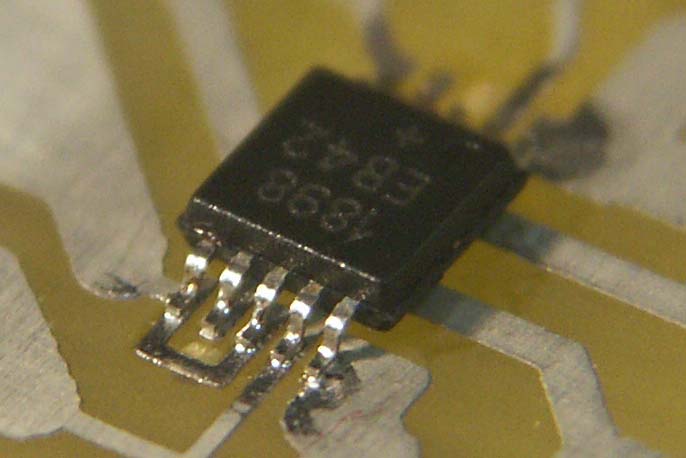
sich auch filigranste
Schaltkreise sehr sauber
verlöten.
Heißluftlötkolben
Der Heißluftlötkolben wird immer zusammen mit Lötpaste (anstelle
des festen Lötzinndrahtes) verwendet. Diese Paste ist ein Gemisch
aus fein gemahlenem Lötzinn und Flussmittel, das in einer kleinen
Plastikspritze mit feinster Dosierspitze geliefert wird. Auch hier
sollte man eine bleihaltige "No-Clean"-Version bevorzugen.
Mit der Dosierspitze wird auf der Platine auf jedes Pad für das
zu verlötenden Bauteil eine Kleinstmenge Lötpaste gegeben. Mit
einer Pinzette greift man dann das Bauteil und platziert es auf
die Platine. Dabei drückt man es mit seinen Anschlüssen in die
Lötpastepunkte. Nun nimmt man den Heißluftlötkolben und stellt ihn
auf 270 °C (für bleihaltige Lötpaste) und geringen Luftstrom
(ansonsten pustet man anschließend die Bauteile von der Platine).
Mit dem Heißluftlötkolben pustet man nun heiße Luft vertikal von
oben auf das Bauteil mit seinen Anschlüssen, während man leicht
kreisende Bewegungen ausführt. Nach kurzer Zeit verflüssigt sich
das Flussmittel, einige Zeit später auch das Lötzinn. Die
Oberflächenspannkraft des Lötzinns zieht nun auch das Bauteil
exakt in die korrekte Lage (deshalb nicht von der Seite und nicht
zu stark pusten). Nun kann man die Lötstelle abkühlen lassen. Es
gibt diverse Totorials auf YouTube zu diesem Thema.
Nach einigen Versuchen hat man ein Gefühl für die richtige
Lötpastenmenge gefunden, und kann immer mehrere Bauteile in einem
Durchgang bestücken.
Auch SMD-ICs mit kleinem Pinabstand sind kein Problem, da die
Oberflächenspannung der flüssigen Lötpaste zusammen mit dem
Flussmittel ein Zusammenlaufen der Pads vermeidet (wenn man nicht
viel zu viel Paste verwendet).
Reflowofen
Ein Bastler-Reflow-Ofen ist in der Regel ein umgebauter
kleiner Elektroofen, der mittels Temperatursensor und
Steuerelektronik in der Lage ist, seine Innentemperatur genau zu
kontrollieren und festgelegte Temperaturabläufe genau einzuhalten.
Wenn man mit einem Reflowofen arbeiten will, muss man vorab alle
Lötpads der gesamte Platine mit Lötpaste versehen und alle
SMD-Bauteile dann in die Lötpads platziert haben. Dann schiebt man
die Platine in den Reflowofen und dieser erhitzt die Platine nach
einem vorgegebenen Programm, bis alle Bauteile mit der Platine
verlötet sind. Man kann also nicht schrittweise bestücken.
Der Einsatz eines solchen Ofens ist eigentlich nur bei
Kleinserien sinnvoll. Wenn man Platinen von einem Platinenservice
herstellen lässt, dann kann man dort für einen kleinen Auftreis
auch eine Schablone zum Applizieren der Lötpaste bekommen. Das ist
meist ein dünnes Stahlblech (oder eine dicke Folie) in der die
Pads der Platine ausgestanzt wurden. Man legt diese Schablone auf
die Platine und positioniert sie exakt über den Pads. Nun gibt man
Lötpaste auf die Schablone und streicht sie mit einem Spachtel so
über die Schablone, dass sie die ausgestanzen Löcher füllt. Mit
ein wenig Übung lässt sich so die Lötpaste genau dosiert auf alle
Pads der Platine in kurzer Zeit auftragen.
Für Einzelstücke Lohn sich dieser Aufwand meist nicht. Der
Reflowofen hat auch einige Nachteile. So braucht er Platz, der im
Bastelraum, immer knapp ist. Außerdem man kann mit Ihm keine
einzelnen Bauteile aus- oder einlöten. Man braucht also ohnehin
noch einen Heißluftlötkolben.
Gesundheit
Die beim Löten entstehenden Dämpfe sind der Gesundheit nicht
zuträglich und sollten nicht eingeatmet werden. Bei kleinen
Lötprojekten halte ich immer die Luft an, wenn sich meine Nase
gerade direkt über der Platinen befindet. Wenn man längere Zeit
lötet, ist das aber nicht gerade ideal. Professionelle
Absauganlagen, die die Dämpfe durch ein Plastikrohr in eine
Filterbox absaugen sind im Hobby-Bereich in der Regel zu teuer.
Einfache Absauger, die man auf den Tisch stellt, und die dann die
Luft durch ein Aktivkohlematte absaugen sollen erscheinen mir
ineffizient.
In der Praxis funktioniert es aber ganz gut, wenn man einen Lüfter
(z.B. einen 12-cm-Lüfter für einen PC) so aufstellt, dass er Luft
über die Arbeitsstelle bläst. Damit werden die schädlichen Dämpfe
dann weggeblasen, und die Schadstoffe schlagen dann irgendwo
anders im Raum nieder. Das ist nicht perfekt, aber besser als die
Schadstoffe in der Lunge anzusammeln.
Nach dem Bestücken der Platine
Hat man alle Lötarbeiten glücklich abgeschlossen und die Funktion
der Platine erprobt, sollte man die Leiterseite noch nachbearbeiten.
Die Platine sollte gereinigt und versiegelt werden. Zum
Reinigen benutze ich Spiritus oder Isopropanol und eine alte
Zahnbürste. Damit entferne ich all die unschönen Kolophoniumkrusten.
Ist die Platine chemisch verzinnt worden, dann ist kein Versiegelung
erforderlich. Ansonsten erreicht man eine dauerhafte Versiegelung
mit einem speziellen Leiterplatten-Lack (z.B. "Plastik") aus der
Sprühdose. Der greift das Kupfer und Zinn nicht an (was man vom
Kolophonium langjährig nicht sagen kann) ist haltbar und trotzdem im
Notfall lötbar.
Früher habe ich nur mit Kolophonium versiegelt, aber manche
10-15 Jahre alte Platine weist inzwischen Oxydschichten auf dem
Kupfer auf.
Verzinnte Platinen (und das ist bei mir
der Standard) versiegel ich nie.
andere
Verfahren
Sowohl das fotochemische Übertragen des Layouts auf die Platine
wie auch das Ätzen der Platine ist umständlich und benötigt
inklusive Vorbereitung und Reinigung/Aufräumen einige Stunden.
Da lohnt sich auch mal ein Blick auf alternative Methoden, die
ich aber in der Regel nicht anwende. Ich kann hier also keine
tiefschürfende Informationen liefern.
Direkttonermethode
Hier versucht man sozusagen mit dem Laserdrucker das Layout auf
die Leiterplatte (das kupferkaschierte Basismaterial ohne
Fotolack) zu drucken. Das ist natürlich nicht direkt möglich, da
die Platine nicht durch den Drucker passt, und da sich eine
leitfähige Kupferfläche nicht mit einem elektrostatischen
Druckwerk bedrucken lässt. So druckt man erst einmal auf ein
Transfermedium (Folie oder spezielles Papier) und überträgt das
Layout dann vom Transfermedium auf die Platine.
Der Toner des Laserdruckers besteht aus einer Art Harz, das mit
Ruß geschwärzt ist. Das Harz ist bei Normaltemperatur fest,
schmilzt aber bei hohen Temperaturen. Im Drucker wird das Layout
zunächst auf das Transfermaterial "gepudert" und dann mit Hitze
aufgeschmolzen. Legt man nun das bedruckte Transfermaterial mit
der bedruckten Seite auf die Platine, kann man das Layout mit
Hitze wieder schmelzen und auf die Platine übertragen. Dafür
benutzt man ein Bügeleisen oder einen umgebauten Laminator. Da
nicht nur der schwarze Toner sondern auch das Harz ätzfest ist,
genügt hier auch ein "nicht blickdichtes" Druckbild. Geätzt wird
dann wie üblich. Diese Methode ersetzt also das
Belichten und das
Entwickeln des photochemischen
Verfahrens.
Eine schöne Beschreibung
findet sich hier.
Fräsen
Eine computergesteuerte, dreidimensionale Fräsmaschine kann
Layouts direkt in eine Platine fräsen. Dabei umrundet die
Fräsmaschine mit einem sehr dünnen Fräser jeden Leiterzug mit
einer Frästiefe, bei der das Kupfer wegfräst wird, ohne
allzutief in das Trägermaterial (Glasfaser, Hartpapier)
einzudringen. Die erreichbare Genauigkeit hängt direkt von den
Kosten der Maschine ab. Eines der preiswertesten Angebote ist
die "Profiler" von Colinbus, die die Zeitschrift Elector als
Bausatz für knapp1700 Euro anbot.
Der Vorteil der Fräse ist die Möglichkeit, durch
computergesteuertes Layoutfräsen und Bohren viele herkömmliche
Arbeitsgänge einzusparen (Belichten, Entwickeln, Ätzen, Bohren).
Das Platinenmaterial muss dabei absolut plan aufliegen.
Außer der Fräsmaschine benötigt man noch Software, die die
Layoutdateien der CAD-Programme an die Fräsmaschine anpasst,
sowie Verbrauchsmaterial (Frässtifte und Bohrer halten nicht
ewig und sind teuer).
Die hohen Kosten lassen sich nur rechtfertigen, wenn man die
Fräsmaschine auch für andere Bastelarbeiten sinnvoll einsetzen
kann. (Sei es der weihnachtliche Schwippbogen oder Rippen für
die Tragfläche des Modellflugzeugs.)
Da der oben erwähnte "Profiler" eine Universalfräse ist, stellt
er nicht gerade das Optimum zum Fräsen feinster Layouts dar.
Leiterbahnen im Submilimeterbereich gelingen nicht immer sauber.
Eine spezielle Leiterplattenfräsmaschine ist aber noch einmal
deutlich teurer. So kostet der "Elektor PCB Prototyper" schon
3500 Euro.
Gravieren
Das Platinenfräsen ähnelt ja schon recht stark dem Gravieren.
Auch computergesteuerte Graviermaschinen lassen sich zum
Platinenfräsen einsetzen. Der Vorteil der Graviermaschine ist
ihre (meistens) vorhandene Graviertiefenmessung. Auch nicht
exakt flach liegende Platine lassen sich damit korrekt fräsen.
Allerdings lässt sich eine Fräse im Bastelkeller vielseitiger
einsetzen als eine Graviermaschine. Deshalb lässt sich auch ihr
Kauf gegenüber der Ehefrau schlechter begründen.
Klebefolie
Werbeschriften auf Autos werden mit selbstklebender, farbiger
Plastikfolie hergestellt, aus der die Werbeschriftzüge mit einem
computergesteuerten Schneid-Plotter herausgeschnitten werden. Es
gibt auch selbstklebende Kupferfolie, mit der sich Leiterbahnen
bzw. ganze Platinenlayouts erstellen lassen. Diese klebt man
dann auf ein geeignetes Trägermaterial. So entstehen dann z.B.
effektheischende Leiterplatten auf Acrylglasbasis (mit
zweifelhaften Löteigenschaften). Dafür benötigt man natürlich
einen computergesteuerten Schneidplotter. Für größere Layouts
ist dieses Verfahren sicherlich nicht praxisgerecht.
industrielle Fertigung
Wenn ich mich auf privaten Homepages umschaue, dann
erstaunt mich immer wieder der große Anteil industriell
gefertigter Platinen, die von Bastlern eingesetzt werden. Es
gibt eine Reihe von Firmen, die auch Privatkunden ihre Dienste
anbieten. So ein Einzelstück ist natürlich nicht ganz billig.
Pro qdm (Quadratdezimeter) kann man aber schon mit 25 Euro
(einseitig) bis 35 Euro (zweiseitig) auskommen (ohne Extras
wie Lötstopplack oder Bestückungsdruck). Die Platinen werden
auf die korrekte Größe gefräst, gebohrt, durchkontaktiert und
verzinnt ausgeliefert.
Die hohen Kosten sind dann gerechtfertigt,
wenn man die Möglichkeiten der Leiterplattenprofis wenigstens
ansatzweise ausreizt. Zweiseitige Layouts mit bis zu 30
Leiterbahnen pro Zentimeter sind industriell möglich, während
das im Bastelkeller unerreichbar bleiben dürfte. Auch wenn man
nur selten Platinen fertigen muss, kann die industrielle
Fertigung billiger werden als die Anschaffung der für die
Platinenfertigung nötigen Gerätschaften und Chemikalien.
Ich
habe zweimal den PCB-Pool
von Conrad getestet, und war sehr
zufrieden. Dort lassen sich Platinen ab 1 qdm bestellen. Wer
kleinere Layouts hat, kann mehrere identische Layouts zu einer
1 qdm großen Platine zusammensetzen. Ich bestellte einmal 15
zweiseitige Platinchen von jeweils 37mm x 22mm Größe, um
den Quadratdezimeter voll zu bekommen. Ein weiteres mal
orderte ich 3 einseitige Platinen
von 60mm x 60mm mit Leiterbahnbreiten von 0.2 mm im Abstand
von 0.2mm. Das sind 25 Leiterbahnen pro
Zentimeter.
Für den reinen Anschaffungspreis einer
"Profiler"-Fräsmaschine (siehe oben) kann man etwa 90
einseitige Platinen im halben Europaformat bzw. 70
doppelseitige Platinen dieser Größe anfertigen lassen.
Gefräste Platinen sind aber weder so filigran noch
durchkontaktiert oder verzinnt.
Es ist 2022. Oben sieht man noch meinen Text von vor 20
Jahren. Ich habe ihn nur durchgestrichen, damit man mal sehen
kann wie die Situation sich verbessert hat. Inzwischen ist die
industrielle Fertigung für Hobbybastler nicht nur
erschwinglich, sondern oft sogar die preiswerteste Lösung. Zu
verdanken haben wir das vor allem der chinesischen Firma JLCPCB,
die Hobbyisten extrem gute Konditionen anbietet. Dort kosten 5
identische Platinen mit bis zu 10x10cm bei 2 Ebenen oder 5x5cm
bei 4 ... 8 Ebenen nur 2€. Und ich rede hier von sehr guter
Qualität, natürlich durchkontaktiert, mit Lötstoppmaske und
mit Bestückungsdruck. Man erstellt die Platine z.B. in KiCAD,
lädt die Dateien bei JLCPCB hoch und hat meist schon nach
einer Woche das Ergebnis in der Hand. Die Versandkosten liegen
bei 7€ (darin ist der Zoll schon enthalten, um den Zoll
kümmert sich die Firma auch). Die 5 Platinen (weniger geht
nicht) bekommt man also für unter 10 Euro nach Hause
geliefert.
Beispiel 1 aus dem Dezember 2022:
- 4-Ebenen, grüne Lötstoppmaske, Bestückungsdruck ...
- 5 Platinen a 85 mm x 60 mm (also über den 50x50mm für
den besonders günstigen Preis bei 4 Ebenen)
- Kosten 6,62€ + 7,91 (Versand, Zoll) = 14,53€
- Vom hochladen der Files bis zum Klingeln des Postboten:
11 Tage
Beispiel2 aus dem Dezember 2022:
- 2-Ebenen, blaue Lötstoppmaske, Bestückungsdruck ...
- 5 Platinen a 85 mm x 100 mm
- mit 2 Ausfräsungen
- Kosten: 1,88€ + 6,95 (Versand, Zoll) = 8,83€
- Vom hochladen der Files bis zum Klingeln des Postboten:
9 Tage
Für ein paar Euro mehr kann man Platinen auch gleich bestücken
lassen. Dabei muss man aber erst prüfen, welche Bauteile JLCPCB
vorrätig hat (nur ein Teil der dort vorhandenen Bauteile steht
für preiswerte Kleinserienbestückungen zur Verfügung) und die
Bauteilbezeichnung von JLCPCB in seine Files eintragen. Für
einen Widerstand dauert das länger, als ihn selbst aufzulöten.
Braucht man aber z.B. 20 identische Widerstände auf der Platine,
dann lohnt sich das schon wieder. Am effektivsten ist hier eine
Teilbestückung mit den "Massenbauteilen".
Platinenbelichter und Ätzgerät habe ich natürlich noch im Keller
eingelagert. Man weiß ja nie, welche Hürden die deutsche Politik
hier der chinesischen Wirtschaft noch entgegenstellen wird.
Mein Workflow
Oben sind diverse Methoden beschrieben worden. Hier liste ich
nun auf, wie ich privat bis 2021 arbeitete:
- Schaltungsentwurf und Layoutentwurf mit KiCad.
- Ausgabe des Layouts im Postscript-Format.
- Import des Postscript-Layouts in Gimp mit 600 oder
1200 dpi.
- Eventuell Nachbearbeitung in Gimp und Export in eine
TIFF-Bild (schwarz-weiß, 600 oder 1200 dpi).
- Ausdruck mit Tintenstrahldrucker auf Folie oder
Beauftragung eines Belichters für Leiterplattenfilme.
- ich verwende mit Positivlack beschichtete Bungard-Platinen
(Glasfaser FR4; einseitig beschichtet; 1,5 mm dick)
- Belichtung im aus einem Scanner gebautem Belichter
(2 min für Tintenstrahlerausdrucke; 3 min für
Leiterplattenfilme)
- Entwicklung mit Natriumhydroxid-Lösung
- Ätzen in einer beheizten und belüfteten
Vertikalätzmaschine mit Natriumpersulfat bei 45 ...
50 °C. (ProMa Ätzgerät 1)
- noch mal die ganze Platine belichten und entwickeln um den
verbliebenen Lack zu entfernen.
- chemische Verzinnung (SUR-TIN)
- Bohren mit einer Proxon-Ständerbohrmaschine und Hartmetallbohrern
- Zuschneiden mit einer Proxon Tischkreissäge
Und hier nun mein Worflow von 2022:
- Schaltungsentwurf und Layoutentwurf mit KiCad.
- Dateien zu JLCPCB hochladen
- 1 Woche warten
graue
Vergangenheit
So, das war's.
Das manuelle Herstellen von Platinen ist nach wie vor nicht
einfach, aber im Vergleich zu meinen früheren Verfahren, habe
ich inzwischen eine brauchbare, stabile Platinenqualität.
Als ich in den 1980ern meine ersten Platinen anfertigte, kannte
ich Fotochemie nur vom Hörensagen.
Ich polierte damals das zugeschnittene, zweiseitig
kupferbeschichtete Leiterplattenmaterial mit wachsfreiem
Scheuermittel und reinigte es dann mit Spiritus.
Das Platinenlayout entwarf ich mit Papier, Bleistift und viel
Hirnschmalz. Die Positionen aller nötigen Bohrungen übertrug ich
dann mit einem Körner vom Papier auf das Platinenmaterial.
Dann wurde gebohrt.
Danach zeichnete ich alle Leiterbahnen mit Skribent (einem
Tusche-Zeichengerät) und scharlachroter Tusche (nur die war
ätzfest). Manchmal benutzte ich auch verdünnten Lack, dann
musste ich aber durch einen Schlauch ständig Luft in das
Skribent pusten, damit der recht dickflüssige Lack auch aus dem
Skribent lief.
Geätzt wurde dann mit Eisen-III-Chlorid in einer Fotoschale.
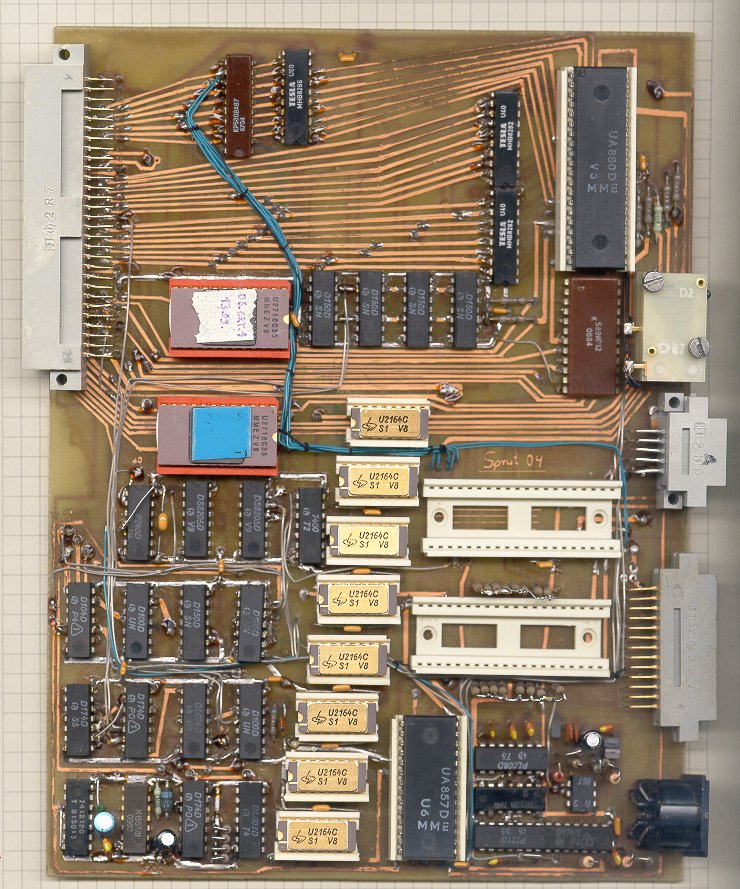
Das Ergebnis sah entsprechend
aus. Hier eine "handgemalte" Computerplatine von 1987.
Im Vergleich dazu sind heutige
Verfahren geradezu elegant.
nach
oben
zurück zu Elektronik , Homepage
Autor: sprut
erstellt: 2001
letzte Änderung: 10.12.2022


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}